首页
关于我们
公司概况
资质荣誉
企业文化
公司概况
资质荣誉
企业文化
产品中心
机器人零部件五轴加工
医疗器械零件五轴加工
航空航天零件五轴加工
自动化零件五轴加工
五轴加工-叶轮
机器人零部件五轴加工
医疗器械零件五轴加工
航空航天零件五轴加工
自动化零件五轴加工
五轴加工-叶轮
新闻资讯
公司新闻
行业资讯
产品知识
公司新闻
行业资讯
产品知识
设备展示
联系我们
在线留言
在线留言
18915750709
公司新闻
行业资讯
产品知识
主页
>
新闻资讯
五轴对外加工 | 为什么五轴加工中心对外加工费用高吗?
五轴对外加工 | 为什么五轴加工中心对外加工费用高吗?现在,使用五轴加工技术数控设备的加工企业越来越多,主要原因就是看重五轴设备的加工优势。五轴加工中心是一种加工精度与效率都高效的数控机床设备,其对外加工费用与三轴等普通机床相比一般会比较高,这是由于其技术含量和设备成本高的原因所造成的。首先,五轴加工中心机床需要使用先…
2024-04-03
五轴加工 | 数控机床零件五轴加工的加工工艺分析流程
五轴加工 | 数控机床零件五轴加工的加工工艺分析流程零件五轴加工数控机床是高精密加工中心,是一种专门用于加工复杂曲面的机床,主要应用在航空航天、船舶制造、国防、精密器械、医疗设备等。在零件五轴加工时,一般利用五轴设备完成精加工工序。使用五轴设备可减少装夹次数,有效提升零件装夹效率,减少定位误差,提高加工精度,节约了设备…
2024-04-02
五轴加工 | 新能源汽车的零部件可以通过五轴加工生产
最近火的一个新能源汽车,一体化压铸成型的车体大型结构件,如车身框架、成型之后还需要对成型件进行加工。五轴机床能够对这些大型一体化压铸件进行高精度和复杂轮廓的加工,包括切削、钻孔、铣削等多道工序,从而提高零件的精度和表面质量。五轴机床可以快速适应不同的加工要求,支持小批量甚至单件的定制化生产,满足市场多样化的需求。新能…
2024-04-01
新能源汽车零件五轴加工 | 你需要了解新能源汽车零件五轴加工的技术特点有哪些?
新能源汽车零件五轴加工 | 你需要了解新能源汽车零件五轴加工的技术特点有哪些?近几年,新能源汽车作为未来汽车发展的重要方向,其生产需要利用先进的制造技术和设备。其中,新能源汽车零件五轴加工技术就是一种高效、精密的加工技术。五轴加工是一种智能化、数字化的加工方式,它比传统的三轴加工技术更加灵活和高效。相比于三轴加工,五轴…
2024-03-30
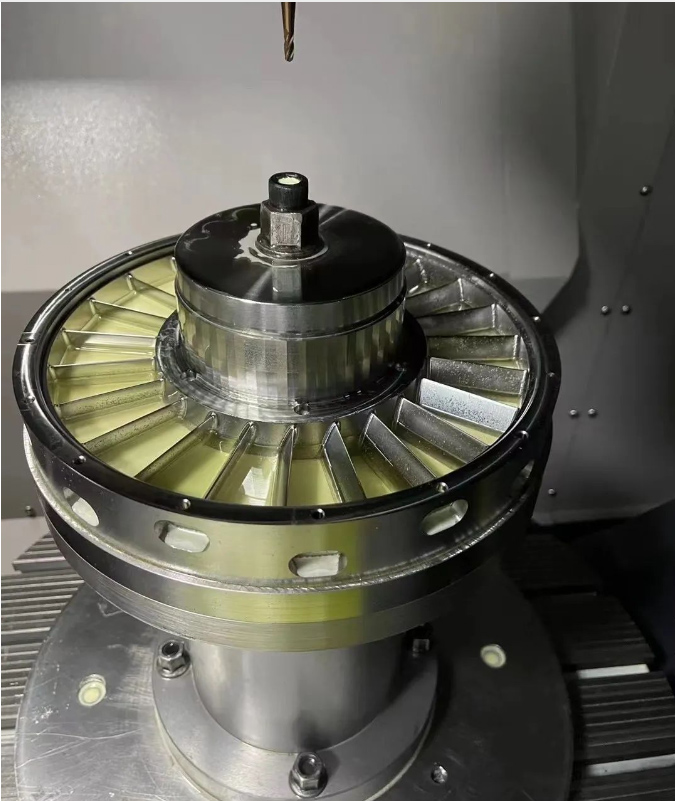
五轴对外加工 | 五轴加工在叶轮制造的应用您了解多少?
五轴对外加工 | 五轴加工在叶轮制造的应用您了解多少?金属叶轮的制造不仅要求高精度和高质量,而且需要不断技术创新和工艺改进,才能达到现代工业应用中苛刻的标准和要求。金属叶轮的制造由于其复杂的几何形状和严格的性能要求,具有较高的制造难度,尤其是在航空发动机、燃气轮机和高性能泵等领域。叶轮通常需要具有复杂的三维曲面和薄壁叶…
2024-03-29
五轴加工 | 3轴加工中心与5轴加工中心的区别
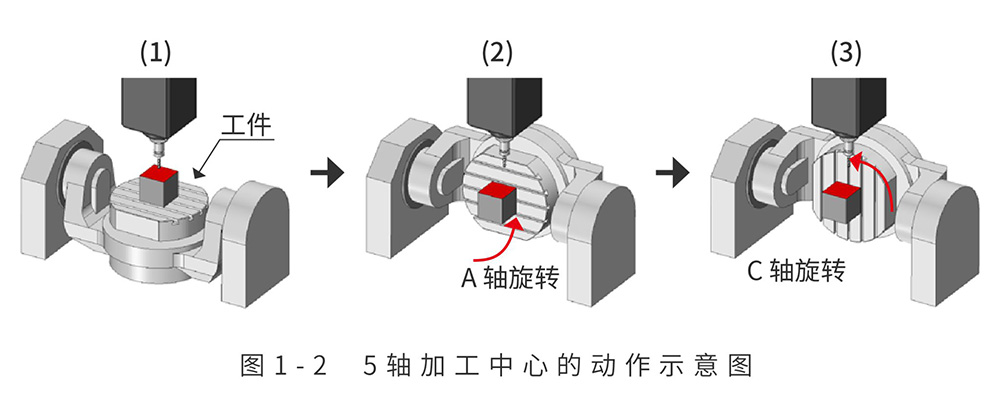
五轴加工 | 3轴加工中心与5轴加工中心的区别3轴加工中心与5轴加工中心的区别我来介绍一下当今切削加工技术中堪称最新的“5轴加工”。想必设计、制造机械零件的人都会听到过这个词。5轴加工意思是利用支持5轴加工的加工中心实施的切削加工。这样的加工中心也通称为“5轴加工机”或“5轴加工中心”。
2024-03-28
五轴对外加工 | 五轴加工中心在船舶制造领域的应用知识
五轴对外加工 | 五轴加工中心在船舶制造领域的应用知识随着科技的飞速发展,高精度、高效率的制造技术已经成为现代船舶制造的核心。五轴加工中心,作为一种先进的加工设备,其在船舶制造领域的应用日益广泛,为船舶制造带来了革命性的变革。五轴加工中心的应用为船舶制造带来了诸多优势。传统的船舶制造过程中,由于船体结构复杂,加工难度大…
2024-03-27
五轴对外加工 | 高精度5轴加工在船舶行业中的典型案例,值得分享一下
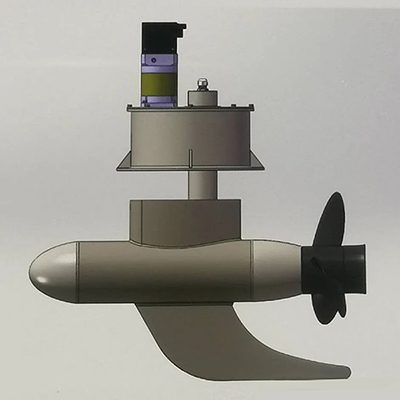
五轴对外加工 | 高精度5轴加工在船舶行业中的典型案例,值得分享一下高精度5轴加工在船舶行业中应用的一个典型案例是制造大型船舶的螺旋桨。比如:舷外挂机上的螺旋桨或者舷外挂机壳体。如图:螺旋桨是船舶推进系统的核心部件,其设计和制造精度直接影响到船舶的航行性能、噪声控制以及燃料效率。
2024-03-26
五轴对外加工 | 您了解五轴加工中心如何加工?五轴加工中心有哪五个轴?
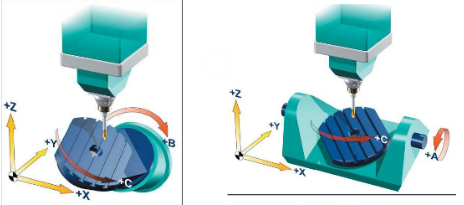
五轴对外加工 | 您了解五轴加工中心如何加工?五轴加工中心有哪五个轴?我们可以发现适合五轴加工中心加工的工件都具有曲面程度高,通过一次装夹难以加工成型的特点,因此五轴机床可以不改变工件在机床上的位置,对工件的不同侧面进行加工,大大提高棱柱形零件的加工效率。五轴加工中心具有X、Y、Z三个移动轴和任意两个旋转轴,相对于传统的三…
2024-03-25
五轴对外加工特点以及应用范围
五轴对外加工特点以及应用范围五轴对外加工是指在一台机床上至少有五个坐标轴(三个直线坐标和两个旋转坐标),而且可在计算机数控(CNC)系统的控制下同时协调运动进行加工。五轴联动是数控术语,联动是数控机床的轴按一定的速度同时到达某一个设定的点,五轴联动是五个轴都可以。五轴联动数控机床是一种科技含量高、精密度高专门用于加工复杂…
2024-03-23
总数 464
上一页
1...
20
21
22
23
24
25
26
27
...47
下一页
页次 24/47
友情链接:
五轴零件加工
数控立车加工
卧式加工对外加工
双色模具加工
铝合金冲压件加工
汽车检具厂家
钨钢零件加工
机械零件加工
塑胶模具加工
非标自动化设备定制
冲压件加工
在线客服
服务热线
服务热线
18915750709
微信咨询
返回顶部
网站首页
一键拨打
微信咨询
联系我们
×
截屏,微信识别二维码
微信号:
18915750709
(点击微信号复制,添加好友)
打开微信
微信号已复制,请打开微信添加咨询详情!
 18915750709
18915750709